Tenemos una perspectiva interesada en adaptar ArcWriter de Hypertherm a una máquina Dragón o Legend?
A
No debería haber ningún problema en la conexión de la máquina con la máquina CNC. Lo único que nos preocupa es si el titular de THC es el tamaño correcto para solucionar el escribir antorcha ARC directamente puede tener hacer alguna modificación.
El diámetro de la antorcha de arco derecho es de 3,81 cm
El diámetro de la antorcha de plasma de aire de la máquina habitual es de 2,5 cm.
Por favor, póngase en contacto con el equipo después de la venta para el manual de escritura de arco de plasma y los detalles de la conexión.
95.Q
cambio de fuente de alimentación, se requiere el color para el enchufe de interfaz CNC Por ejemplo, arco arco + -, OK para mover, START
A
El ARC+ es rojo, ARC- es negro.
Para indentificar los otros cuatros cables
Hay dos maneras:
1. En el modo AUTO, presione ignición o CUTOXY, a continuación, utilizar un multímetro para medir la que dos cables de estos cuatro están en cortocircuito, estos dos cables serán START cables.
2. La otra forma es, vaya a diagnosticar en el menú principal, cualquier dos cables en el cortocircuito de estos cuatro, si el DLZ en ENTRADA convierte en 1, lo que significa que estos dos cables son FINISH cables.
Por favor, consulte el documento adjunto para más detalles sobre cómo conectar los cables CNC para PMX 1650
94.Q
Por favor, infórmenos de la descripción de los cuatro pines de la máquina de corte por plasma y cuál 1 pin que controla la ignición
A
Los 4 cables, 2 cables START y 2 cables de FINISH.
Los START 2 cables son para dar señal de encendido para el plasma. Ese es el CNC envía una señal al plasma para encender.
Los FINISH 2 cables llevan la señal a partir del plasma de la CNC. Esta señal se llama como "OK MOVER"
Si necesita CNC plasma detalles de la conexión de la máquina, por favor proporcione el número de serie de la máquina steeltilor y el número de modelo de la fuente de energía de plasma.
93.Q
¿Cómo identificar el cable de DIV FINISH? Conexión del cableado
A
Primero,va a DIAGNO
En la pantalla de la segunda fila tiene un valor DLZ será uno por defecto, pero cuando se corta el cable de DIV FINISH cambia el valor a cero. El valor cambia sólo cuando se corta los dos cables de FINISH.
92.Q
El rango efectivo de corte de la máquina de corte de Power / Valiant 2.0 portátil CNC es de 3 m, ¿Cómo puedo extender el rango de corte efectivo?
A
Si necesita extender el rango de corte efectivo de máquina de corte portátil CNC Power / Valiant 2.0 . Usted debe solicitar un 6 m larguero del bastidor.
91.Q
La interfaz de lenguaje de máquina de corte CNC SteelTailor portátil puede existe el Inglés, Ruso o Inglés y español al mismo tiempo ? ¿Los clientes pueden cambiar el idioma de forma independiente?
A
Actualmente, el controlador de la máquina de corte CNC SteelTailor portátil está en chino, con una combinación de una lengua extranjera, como Inglés, chino y occidental, francés, alemán o Russian.Customer debe comfirmar la interfaz del controlador de la máquina de corte CNC SteelTailor antes de enviar,será establecido por él en la fábrica.
90.Q
El THC no se mueve hacia arriba o hacia abajo en el corte. Pero cortar placas de garrapatas del THC está trabajando.
A
Por favor, compruebe el SENSIBILIDAD de THC (ST-THCEX 03), Y este valor del mando debe estar al mínimo. Si se establece este valor, el THC responde bajará.
89.Q
Mientras que el corte de la energía del plasma parada fuente de trabajo debido a la baja presión de aire de cómo reiniciar el corte desde el punto de corte de parada.
A
Asegúrese de que el ARC RETROACTÚE se encuentra en el controlador CNC. Si se establece este parámetro a uno si la parada de plasma de trabajo del CNC también se detendrá automáticamente el movimiento.
En esta causa sólo se puede pulsar la tecla PRECALIENTA en el teclado del controlador para reiniciar la corte y el movimiento en conjunto.
Si la fuente de alimentación del plasma es el modelo antiguo y no está utilizando retroalimentación ARC, a continuación, pulse la tecla ROJA para detener el movimiento de la máquina. A medida que el movimiento de la máquina llega a una pausa aparecerán unas cuatro opciones. Pulse ATRÁS [F6] y la máquina comenzará a moverse de nuevo a lo largo de la forma que estaba cortando. A medida que se mueva hacia atrás y llegar al punto donde se detuvo Tecla roja de corte prensa para detener el movimiento. A continuación, pulse la tecla PRECALIENTA en el teclado del controlador para reiniciar las operaciones de corte normalmente.
88.Q
Cómo actualizar el software FastCAM línea.
A
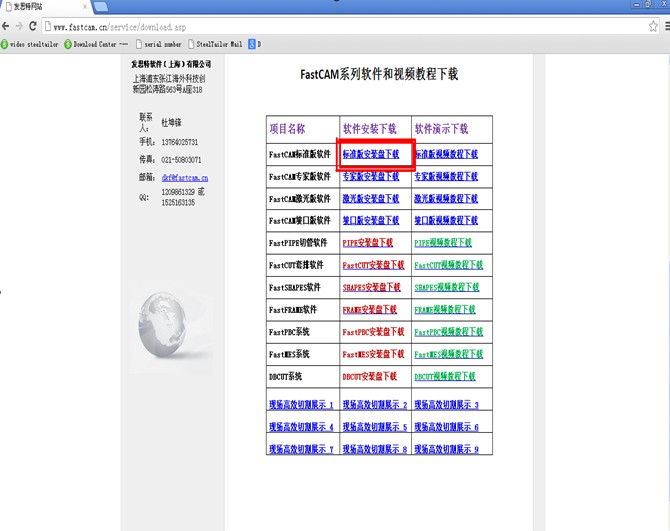
Por favor, visite la página del sitio web que figura a continuación. Aquí puede descargar la nueva versión del software. La página está en chino, así que he marcado en la Plaza Roja de la palabra tiene que hacer clic para descargar el software. Se trata de una descarga de archivos. ZIP y luego instalarlo.
http://www.fastcam.cn/service/download.asp
87.Q
Programa de FastCam! Cuando estoy de anidación de un dibujo a la placa de todas las líneas están en el lugar (líneas internas, aunque con líneas de color blanco). Pero después de anidar todas las líneas internas están desaparecidos.
A
Programa de FastCam! Cuando estoy de anidación de un dibujo a la placa de todas las líneas están en el lugar (líneas internas, aunque con líneas de color blanco). Pero después de anidar todas las líneas internas están desaparecidos.
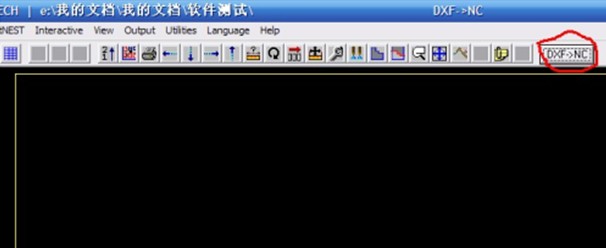
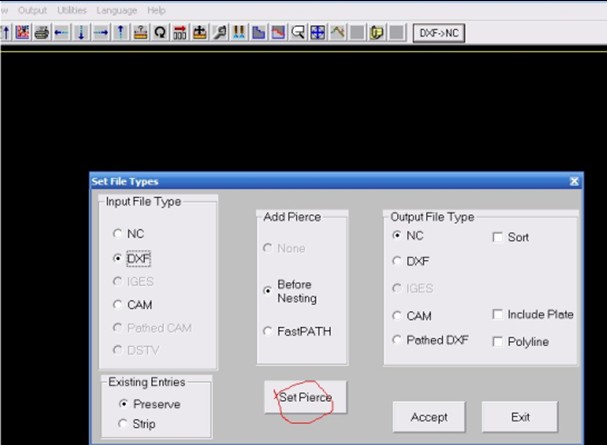
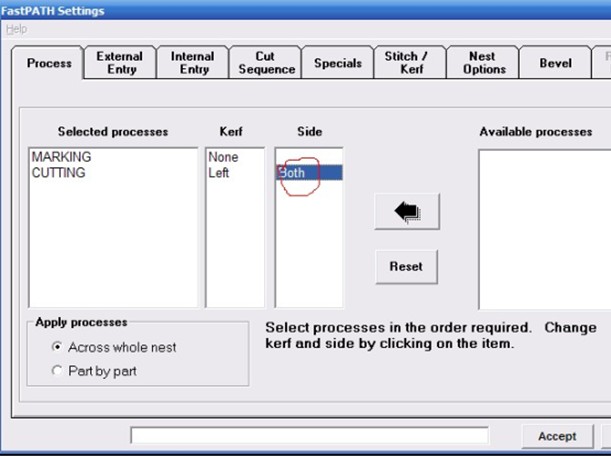
Usted necesita cambiar su configuración para resolver su problema, en primer lugar, haga clic en "DXE> Carolina del Norte", haga clic en "Configuración de Pierce" en el cuadro de diálogo emergente, a continuación, cambiar la opción "Fuera" a "tanto" por debajo de la selección Side.